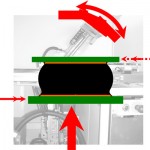
 Die im modernen Produktionsprozess etablierteste Löttechnik ist das klassische Wellenlöten. Bedrahtete Bauelemente, in Durchsteckmontage auf die Leiterplattenoberseite bestückt, werden dabei über einen Tiegel mit flüssigem Lot transportiert und verlötet. Damit perfekte Lötverbindungen entstehen, muss zuvor ein Lötflussmittel bedarfsgerecht auf die Leiterplattenunterseite aufgetragen werden. Das präzise ermittelte und eingestellte Lötprofil legt die Parameter für die Vorheizungen fest und stellt eine reproduzierbare und materialverträgliche Lötung bei gleichzeitig maximalem Zinndurchstieg sicher.
Die im modernen Produktionsprozess etablierteste Löttechnik ist das klassische Wellenlöten. Bedrahtete Bauelemente, in Durchsteckmontage auf die Leiterplattenoberseite bestückt, werden dabei über einen Tiegel mit flüssigem Lot transportiert und verlötet. Damit perfekte Lötverbindungen entstehen, muss zuvor ein Lötflussmittel bedarfsgerecht auf die Leiterplattenunterseite aufgetragen werden. Das präzise ermittelte und eingestellte Lötprofil legt die Parameter für die Vorheizungen fest und stellt eine reproduzierbare und materialverträgliche Lötung bei gleichzeitig maximalem Zinndurchstieg sicher.
Auch wenn der scheinbar unaufhaltbare Trend zur fortwährenden Bauteilminiaturisierung üblicherweise das beidseitige Reflowlöten in Kombination mit einem selektiven Lötprozess erfordert, werden nach wie vor eine erhebliche Anzahl von Produkten in der klassischen Reflow- und Wellenlöttechnik hergestellt.
Für dieses Verfahren müssen alle für den Wellenlötprozess vorgesehenen SMD-Komponenten durch kleine Klebepunkte fixiert werden. Zur Vermeidung von ungleichmäßigen Klebermengen unter den SMD-Bauteilen und die damit verbundenen typischen Lötfehler, wird der Kleber bei straschu nicht durch instabile Dispensverfahren, sondern mittels eines präzisen und reproduzierbaren Schablonendrucks aufgebracht.
Für eine bestmögliche Lotbenetzung setzen wir auch bei allen Wellenlötverfahren Stickstoff ein. Mit unserer N2-Volltunnellötanlage stellen wir sicher, dass während des gesamten Lötvorgangs, einschließlich der Vorheizdauer, Oxidationen auf ein Minimum reduziert werden. So lassen sich auch enge Rastermaße mit dieser Technik zuverlässig verarbeiten; und das mit bleihaltigen als auch bleifreien Legierungen.




 Beim In-Circuit-Test werden die Schaltungen einer bestückten Baugruppe mittels eines baugruppen-spezifischen Prüfadapters (Adaptertest) nach dem Nadelbettprinzip elektronisch geprüft. Erkannt werden fehlerhafte Leiterbahnen, Löt- und Bauteilefehler. Aufgrund der sehr aufwändigen Gestaltung des spezifischen Prüfadapters ist der Einsatz typischerweise bei hohen Stückzahlen wirtschaftlich.
Beim In-Circuit-Test werden die Schaltungen einer bestückten Baugruppe mittels eines baugruppen-spezifischen Prüfadapters (Adaptertest) nach dem Nadelbettprinzip elektronisch geprüft. Erkannt werden fehlerhafte Leiterbahnen, Löt- und Bauteilefehler. Aufgrund der sehr aufwändigen Gestaltung des spezifischen Prüfadapters ist der Einsatz typischerweise bei hohen Stückzahlen wirtschaftlich. Für kleinere Lösgrößen eignet sich das Flying-Probe-Verfahren. Dabei fahren hauchdünne Nadeln einzelne Testpunkte der bestückten Baugruppe an, die vorher in einem CAD-System definiert und programmiert wurden. Durch die freiprogrammierbaren Nadeln entfällt somit die Adapteranfertigung und macht das Verfahren zu einer wirtschaftlichen und zeitsparenden Testalternative.
Für kleinere Lösgrößen eignet sich das Flying-Probe-Verfahren. Dabei fahren hauchdünne Nadeln einzelne Testpunkte der bestückten Baugruppe an, die vorher in einem CAD-System definiert und programmiert wurden. Durch die freiprogrammierbaren Nadeln entfällt somit die Adapteranfertigung und macht das Verfahren zu einer wirtschaftlichen und zeitsparenden Testalternative. Zur Prüfung der Funktionsanforderungen einzelner Teilbereiche sowie der kompletten Baugruppe steht im straschu-Prüffeld ein eigenentwickeltes Funktionstestsystem zur Verfügung. Etablierte Messroutinen und eine flexible Programmstruktur in Kombination mit Adapterkassetten reduzieren die individuelle Anpassung auf ein Minimum. In diesem Kontext können wir auch Buskommunikation testen oder Multigruppenfunktionstests durchführen.
Zur Prüfung der Funktionsanforderungen einzelner Teilbereiche sowie der kompletten Baugruppe steht im straschu-Prüffeld ein eigenentwickeltes Funktionstestsystem zur Verfügung. Etablierte Messroutinen und eine flexible Programmstruktur in Kombination mit Adapterkassetten reduzieren die individuelle Anpassung auf ein Minimum. In diesem Kontext können wir auch Buskommunikation testen oder Multigruppenfunktionstests durchführen.
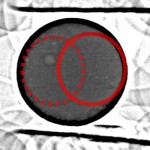
 Prüfung der elektronischen Baugruppen mittels mehrerer Kamerasysteme in Orthogonal- und Schrägsichtbetrachtung sowie verschiedener Beleuchtungstechniken in Verbindung mit Software-Algorithmen zur Auswertung.
Prüfung der elektronischen Baugruppen mittels mehrerer Kamerasysteme in Orthogonal- und Schrägsichtbetrachtung sowie verschiedener Beleuchtungstechniken in Verbindung mit Software-Algorithmen zur Auswertung.


 Um eine Elektronik auf ihre Funktion hin zu testen, muss der Prüfling mit Spannung versorgt, Signale an den Schaltungseingängen eingespeist und Messungen an den Ausgängen vorgenommen werden. Bei einer Vielzahl von Anwendungen sind zusätzlich an Messpunkten innerhalb einer Schaltung Signale auf ihre Richtigkeit zu prüfen. Das Boundary-Scan-Verfahren ermöglicht es, diese Messwertaufnahmen vorzunehmen, ohne zusätzliche Prüfleitungen auf der Baugruppe anbringen zu müssen.
Um eine Elektronik auf ihre Funktion hin zu testen, muss der Prüfling mit Spannung versorgt, Signale an den Schaltungseingängen eingespeist und Messungen an den Ausgängen vorgenommen werden. Bei einer Vielzahl von Anwendungen sind zusätzlich an Messpunkten innerhalb einer Schaltung Signale auf ihre Richtigkeit zu prüfen. Das Boundary-Scan-Verfahren ermöglicht es, diese Messwertaufnahmen vorzunehmen, ohne zusätzliche Prüfleitungen auf der Baugruppe anbringen zu müssen.
 Für Baugruppen, insbesondere im Bereich hochsensibler Messtechnik und optischer Anwendungen, bieten wir Ihnen optional den Service der Baugruppenreinigung.
Für Baugruppen, insbesondere im Bereich hochsensibler Messtechnik und optischer Anwendungen, bieten wir Ihnen optional den Service der Baugruppenreinigung.














